
聚乙烯燃气管材对接焊焊口麻点研究
摘 要:由于聚乙烯燃气管材存放环境因素的影响,在实施对接焊时,在对接焊焊口处可能会出现麻点现象,严重的会影响运行管线的安全。本文简要介绍了对接焊焊口麻点形成的原因,开展了不同材料聚乙烯燃气管材对接焊焊口麻点试验,研究了不同材料管材的吸水性能以及水分含量对不同材料管材对接焊焊口质量的影响程度,并进行了采用热烘法减少聚乙烯对接焊焊口麻点的试验研究,找出了简单有效的减少焊口麻点的方法。
1 前言
热熔对接焊在20世纪60年代就成功应用于聚乙烯燃气管道的连接,是聚乙烯燃气管道施工中主要的连接方法之一。随着聚乙烯燃气管道在国内燃气输配系统中应用得越来越普遍,存放环境太潮或存放时间过久的聚乙烯燃气管材进行热熔焊接,在焊口处产生麻点的现象在施工中经常出现,过大过密的气孔会导致焊接接头安全性能不足甚至失效,如何减少麻点提高焊接接头的安全性成为各施工单位亟待解决的突出问题。
2 对接焊焊口麻点形成原因
聚乙烯燃气管材是使用燃气专用聚乙烯混配料挤出加工成型制造而来。所谓燃气专用聚乙烯混配料是指在聚乙烯中加入必要的、均匀分散的助剂后得到的专用混配料。这些加入到聚乙烯中均匀分散的助剂主要是一些光稳定剂、着色剂和抗氧化剂等,可以提高聚乙烯的抗紫外线辐射能力、增强其耐候性和热稳定性,保证聚乙烯燃气管材50年的使用寿命。目前国内外燃气专用料生产中所使用的光稳定剂绝大部分都是炭黑,这种专用料颜色呈黑色。也有出于多方面考虑,如易于识别燃气管道属性和管道管理的需要,易于通过肉眼检查和检验产品质量发现制品缺陷,避免受到再生料、回用料以及掺杂混假制品的困扰等囚素,国际七采用非炭黑助剂的黄色或橙色燃气用聚乙烯管道专用料取代黑色专用料的情况也越来越普遍。
虽然聚乙烯树脂本身无极性,吸水性差,但因其在生产、存储和运输中,受聚乙烯粒料中炭黑助剂强吸水性的影响,或温度和环境变化时的水分凝结,不管是专用料还是管材,其中都将含有一定的水分,特别是长期暴露存放在潮湿环境中。对于专用聚乙烯混配料而言,水分含量会严重影响其加T性能,水分含量高不仅会造成挤出管材表面有凹凸不平或气泡等外观缺陷,或因水解作用而剥蚀,而且管壁内也将产生气泡,这些缺陷将导致管材提前发生脆性破坏。为保证原材料具有良好的加工性能,应对聚乙烯混配料进行烘干处理,烘干后的水分含量一般应控制在200mg/kg以下,才能有效保证生产出的聚乙烯管材无麻点或气泡。对于聚乙烯燃气管材而言,存放在潮湿环境中时间过长或燃气管道埋于地下,水分子会附着在管材内外表面及端门处,并逐渐向管材内部渗透,从而导致管材水分含量过高。在进行对接焊接时,如不经过特殊处理,由于加热温度较高,管端吸收的水分汽化、挥发、气泡破裂,将根据管材所附着水分的程度在焊口处产生程度不一的麻点或气泡。
一般而言,因管材吸水造成的对接焊翻边上产生的细小麻点,对接头焊接质量影响不大。但如果麻点过多过密或在焊口接缝处出现大量气泡将对焊口质量造成不利的影响,甚至影响整个运行管线的安全。
3 不同材料管材对接焊焊口麻点试验
3.1 试验管材
为了验证不同等级及有无炭黑聚乙烯燃气管材的吸水程度、对接焊麻点出现程度及其影响大小,该试验分别选取了中密度聚乙烯原材料ME3440(含炭黑)、高密度聚乙烯原材料HE3490LS(含炭黑)及橙色高密度聚乙烯原材料XSl0 Orange YCF(不含炭黑)生产出的管材(详见表1);为保证水份充分渗透,将管材浸泡在常温水中,浸泡时间为2年。


3.2 水分含量测试
试验仪器选用C30梅特勒卡式水分测定仪,用库仑法进行测试。水分含量测试结果见表2。
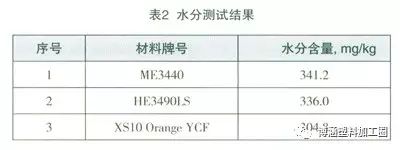
测试结果表明:3种材料聚乙烯燃气管材均具有吸水性,并且水分含量相差不大,均大于300mg/kg。
3.3 热熔对接焊试验
选用PBF2508热熔对接焊机,将3种管材擦拭干净后按照焊接技术规程进行热熔对接焊焊接,焊口照片见图1、图2、图3。
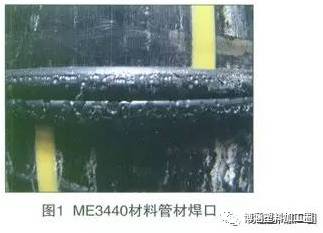
由于内部分子支链及结构性差异,虽然水分含量较相近,但同样的水分含量对中密度聚乙烯燃气管材的影响要比高密度聚乙烯管材要大很多。
由上面试验可以明显看出:不含炭黑的高密度橙色管材基本不受高水分含量影响,其焊口翻边不产生麻点或稍微产生少量麻点,不影响焊口质量;含炭黑的高密度黑色管材受高水分含量的影响也不大,焊口翻边上的气孔深度都很小,且不存在焊缝接口处,对焊口质量影响不大;含碳黑的巾密度黑色管材受高水分含量影响较大,气孔多而密集、深度大,分布与整个焊口翻边和焊缝处,如果不采取一定措施而直接焊接使用可能会导致焊口失效或接头强度达不到使用要求,产生安全隐患。
下文就如何利用热烘法来减少ME3440 PE80,SDR11 DN110巾密度聚乙烯燃气管材(含炭黑)对接焊焊口麻点进行实验分析。
4 热烘法减少对接焊焊口麻点试验
麻点的形成原因是在热熔对接连接时,加热温度较高,管端吸收的的水分汽化、挥发、气泡破裂形成。要减少或消除气孔,就必须采取一定的措施降低焊接管材端面的水分含量。该措施即要实用于施工现场,又要简便易行,最经济实用的办法就是将待焊管材的2个端面铣屑好后置于加热板两边先进行烘烤,利用热板的温度将管材端面所含的水分挥发后再实施焊接。这样方法又有两个因素需要确定:一是管材端面离热板的距离,因为不同的距离烘烤温度不一样;二是烘烤的时间,因为聚乙烯管材有一个耐氧化时间的问题,长时间在空气中处于高温状态,聚乙烯材料会被氧化,焊口也会失效。
烘烤温度要求能烘出管材端面所含水分但不能过高导致管材端面熔融无法焊接。水的沸腾汽化温度是100%,聚乙烯管材的熔融温度是190℃,ME3440,PE80,中密度聚乙烯管材的焊接温度(加热板的温度)为200%~220%,管材断面到热板吸热面对距离为2cm~3cm的烘烤温度适宜。烘烤时间不能超过聚乙烯管材的氧化时间,ME3440,PE80,巾密度聚乙烯燃气管材的210℃氧化诱导时间为40min左右,取烘烤时间为20min、30min来进行试验验证,焊接中加热板温度为最低焊接温度210℃,焊接效果见图4、图5。

从图6可以看出,间距2cm热烘30min端面后,翻边上有一些稀疏小气孔,焊口接缝处基本无气泡或麻点,焊接质量得到很大改善;从图7可以看出,间距3cm热烘30min端面,翻边上仅见零星气孔,光亮圆滑,焊口接缝处无麻点或气泡,改善效果最好。

对图6、图7两种热烘法处理后的对接焊试件进行热熔对接焊口拉伸和80℃,165h静液压试验均通过,焊口质量合格。
5 结论
聚乙烯燃气管材在存储及使用过程中,由于环境的影响,管材吸水,在实施对接焊操作时,可能会在对接焊口处出现麻点或气泡,对焊接质量造成不利影响。经试验表明:水分含量对PE80级中密度聚乙烯(含炭黑)影响较大,对PE100级高密度聚乙烯影响较小。本文开展了利用热烘法减小对接焊麻点的试验,在对接之前采用210℃热板距管材端口2cm~3cm处热烘30min的方式来减轻或消除麻点或气泡。此方法不需要另外的助剂或设备,适用于施工现场,对减少焊口麻点,保证焊口质量的具有很好的效果。
相关新闻
-
浅析钢骨架聚乙烯塑料复合管焊接工艺
0 引言 PE管道是以高密度或中密度的聚乙烯原料生产的新型管材,钢骨架聚乙烯塑料复合管是一种技术含量高、双面防腐、耐压的新兴复合管。这种管材以表面经过特殊加工处理的钢丝按经、纬方向点焊成网作为增强项,管内外壁均以高密度聚乙烯为基体,采用真空挤塑技术与塑料挤塑拉膜技术加工而成的复合管道。 钢骨架聚乙烯塑料复合管的基体材料高密度聚乙烯具有很好的化学稳定性、机械强度、耐寒度、电绝缘性、辐射稳定性、无毒性(绿色产品)、比重小、强度与重量比值高、脆化温度低(-80℃)和韧性优良、耐冲击、耐蠕变性,因此钢…
-
截止阀和闸阀可以混用吗?
答案是不可以。 下面为大家介绍一下截止阀和闸阀有什么区别,为什么不可以混用。 01 结构上 安装空间有限的情况下选型要注意: 闸阀可依靠介质压力紧紧与密封面紧闭,从而达到不泄露的效果。当启闭时阀芯和阀座密封面始终接触并相互磨擦,因此密封面容易磨损,闸阀处于接近关闭时,管道前后压差很大,使密封面磨损更加严重。 闸阀的结构会比截止阀更复杂,从外形来看,同口径情况下,闸阀要比截止阀高,截止阀要比闸阀长。另外,闸阀还有明杆和暗杆之分。截止阀没有。 02 工作原理 截止阀在做开启关闭时,是上升阀杆式的,也…
-
六大常用埋地市政排水管道不同特性对比!值得你收藏!
现在埋地管越来越丰富,六种常用的管道,除了其本身耐磨、耐腐蚀等优异性能外,还具有很多结构优势,对在八方面的不同特性进行对比: 项目 材质、结构及埋地示踪性 HDPE螺旋缠绕波纹管 纯HDPE材质,具有一个连续实壁HDPE内层管,内层管外壁缠绕通过加热成型HDPE方管,熔接形成螺旋波纹管。没有埋地示踪性。 HDPE钢带增强聚乙烯螺旋波纹管 HDPE、钢板及粘结树脂的复合材质,具有一个连续实壁PE内层管,内层管外缠绕有用钢板(已过塑)折成倒“U”型的环形波状增强体,在波状钢板增强体外还有复合有与钢板…
-
PSP钢塑复合管的公称压力是多少
psp钢塑复合管的材质一般为内外层为三型聚丙烯(ppr)材质,ppr是我们常见的给水塑料管的材质起到了防腐蚀作用,具有内壁光滑、耐化学腐蚀、无污染、流体阻力小、不结垢、不滋生微生物、流体不受二次污染等优点,应用在psp管上是非常适合的,中间层使用的,塑料和钢材的结合使得管材克服了钢管存在的易锈蚀、有污染、笨重、使用寿命短和塑料管存在的强度低、膨胀量大、易变形的缺陷,而又具有钢管和塑料管的共同优点,如隔氧性好、有较高的刚性和较高的强度,埋地管容易探测等。 常见给水管材设计公称压力一般是≥1.6mp…
-
HDPE给水管道在应用上应注意的事项
1、室外露天敷设,有阳光照射的地方,建议做遮蔽措施。 2、埋地HDPE给水管道,DN≤110的管路夏天安装可稍微蛇形铺设,DN≥110的管路因有足够的土壤阻力,可抵抗热应力,无需预留管长;冬天,均无须预留管长。 3、HDPE管道安装时,如果操作空间太小(如:管道井、吊顶内施工等),应采用电熔式连接方式。 4、热熔承插连接时,加热温度不能过高、过长,温度控制在210±10℃,不然会造成配件内挤出的熔浆过多,减少通水内径;承插时管件或管材接口处应清洁干净,不然会造成承插口脱开漏水;同时,要注意控制好…
-
通信管道用什么管材
通信管道用什么管材,下面详细介绍一下,按照材料来分一般有以下四种塑料管、纺织子管、钢管、水泥管块。 塑料管道 特点:塑料管道的单价高于水泥管道,但易于生产加工和运输,施工难度小,可缩短施工周期,可灵活排列、连接方便,强度较高、寿命长,摩擦系数小,可适当弯曲,易于避开障碍物,已广泛应用于通信管道的建设中,并逐步替代水泥管道材料:硬质聚氯乙 (PVC) 、半硬质聚乙稀 (PE) 和高密度聚乙烯 (HDPE)塑料管道结构有:单孔管有实壁管、波纹管和硅芯管,多孔管有梅花管、格栅管(按用户需求孔数生产) …
