
塑料管道–浅析挤出成型工艺参数
挤出成型工艺参数包括温度、压力、挤出速率和牵引速度等。
由于料筒和塑料温度在螺杆各段是有差异的,为了使塑料在料筒中输送、熔融、均化和挤出的过程顺利进行,以便高效率地生产高质量制件,关键问题是控制好料筒各段温度,料筒温度的调节是靠挤出机的加热冷却系统和温度控制系统来实现的。
机头温度必须控制在塑料热分解温度以下,而口模处的温度可比机头温度稍低一些,但应保证塑料熔体具有良好的流动性。
此外,成型过程中温度的波动和温差,将使塑件产生残余应力、各点强度不均匀和表面灰暗无光泽等缺陷。产生这种波动和温差的因素很多,如加热、冷却系统不稳定,螺杆转速变化等,但以螺杆设计和选用的好坏影响最大。
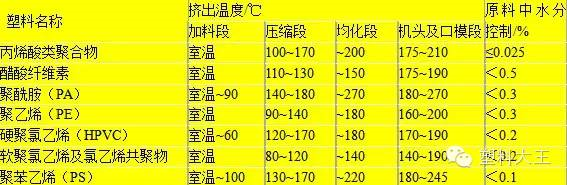

表1 几种热塑性塑料挤出成型管材的温度参数
增加机头压力可以提高挤出熔体的混合均匀性和稳定性,提高产品致密度,但机头压力过大将影响产量。
和温度一样,压力随时间的变化也会产生周期性波动,这种波动对塑件质量同样有不利影响,螺杆转速的变化,加热、冷却系统的不稳定都是产生压力波动的原因。为了减少压力波动,应合理控制螺杆转速,保证加热和冷却装置的温度控制精度。
影响挤出速度的因素很多,如机头、螺杆和料筒的结构、螺杆转速、加热冷却系统结构和塑料的特性等。
理论和实践都证明,挤出速率随螺杆直径、螺旋槽深度、均化段长度和螺杆转速的增大而增大,随螺杆末端熔体压力和螺杆与料筒间隙增大而增大。在挤出机的结构和塑料品种及塑件类型已确定的情况下,挤出速率仅与螺杆转速有关,因此,调整螺杆转速是控制挤出速率的主要措施。
挤出速率在生产过程中也存在波动现象,这将影响塑件的几何形状和尺寸精度。因此,除了正确确定螺杆结构和尺寸参数之外,还应严格控制螺杆转速,严格控制挤出温度,防止因温度改变而引起挤出压力和熔体粘度变化,从而导致挤出速度的波动。
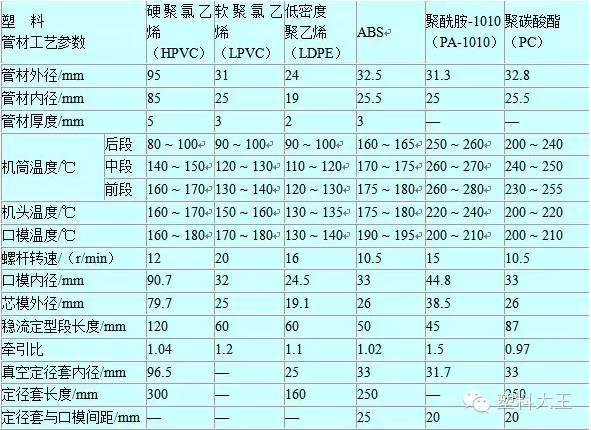
表2 几种塑料管材的挤出成型工艺参数
相关新闻
-
PSP钢塑复合管采用电磁熔连接有什么优势
我们看到的PSP钢塑复合管就是一条条大小均匀的直管,那么这些管道需要连接时是怎么做到的呢?PSP钢塑复合管有种叫管件连接装置,就是在两段PSP钢塑复合复合管道之间使它们可以连接而设计的一个复合管件,这种连接管件的内径应该与psp钢塑复合管的内径是相同的。管道与管件之间的连接采用的是最新型的电磁熔连接,这种连接方式非常方便快捷的,只需要将管道插入在管件的承接口内,然后将电磁感应器的励磁线圈环保在管件上,开机通电就可以熔融塑料然后使管道和管件紧密结合在一起。 电磁熔连接的优点: 1.方便,快捷。因为…
-
PE管道在农村水利工程的施工管理要点
(一)改善施工管理组织 对施工组织管理制度进行优化,明确划分各参与主体的工作职责,构建起专业的施工和管理队伍,完善工程监管机制,以能够为施工过程的顺利提供保障,同时也有利于提升施工质量。在农村水利工程的建设之中,对PE管道施工的各相关责任主体进行划分,切实落实托管和分离制度,以实际情况为基础,不断改善施工方案,保障其内容与实际的施工要求相符合,同时进一步提升监管工作的力度,强化对于施工过程、资金使用、部门协作等各方面的管理,也就能够提升PE管道相关的施工质量和管理工作质量。 (二)施工准备 在开…
-
MUHDPE合金双壁波纹管的生产工艺及质量控制
MUHDPE合金双壁波纹管的生产工艺及质量控制 MUHDPE合金双壁波纹管是一种新型的管材,具有很多优异的特点,被广泛应用于市政工程、建筑工程、农业灌溉等领域。下面我们来了解一下MUHDPE合金双壁波纹管的生产工艺及质量控制。 1. 生产工艺 MUHDPE合金双壁波纹管的生产工艺主要包括原材料选用、挤出成型、波纹成型、切割、检测等环节。首先,选用高质量的MUHDPE合金材料,经过混合、熔融、挤出成型等工艺,制成管材;然后,通过波纹成型机将管材成型成双壁波纹结构;最后,经过切割、检测等环节,制成成…
-
钢骨架聚乙烯塑料复合管为什么会裂?
钢丝网骨架聚乙烯复合管开裂的原因有多种,大致为: 1、露天摆放,封口部分不过关,导致裸露在外的钢丝层生锈导致复合层分离,从而导致不抗压,直接开裂; 2、对于工况不熟悉,不了解真正的实际工作压力,压力超标导致开裂; 3、管材本身质量有问题,用料以及生产工艺不过关,导致产品受力不均匀,导致开裂。 钢丝网骨架聚乙烯复合管在原料用量过大时会断裂。厂家生产过程中,钢丝网骨架聚乙烯复合管粘在钢丝上时,没有附着水,导致钢丝网不合格,爆裂。在运输过程中,我们不知道它在哪里。如果锐器刺穿钢丝网骨架聚乙烯复合管,使…
-
超静音排水管的性能特点
如今,伴随着生活水平的提高,民众对建筑居住环境的要求也不断提升,其中老年人、婴幼儿、神精衰弱者等人群对环境的关注点之一就是室内噪声。目前在我国中高档住宅中主卧一般都配备独立的卫生间,卫生间的噪音问题一直未得到很好解决,根据国标GBJ118-88《民用建筑隔声设计规范》中的规定:(以住宅为例)夜间卧室噪音不得超过30dB,最高不得超过40dB,而根据调查当楼上马桶冲水时楼下产生的噪音远超过这个标准。 针对卫生间的噪音问题研发出了超静音排水管——聚丙烯3S(PP)超静音管。其原材料为环保型耐冲击共聚…
-
PB给水管的优势包括哪些
PB 给水管在我们的生活中应用非常广泛,在供暖用管、温泉用管、工业用管、除雪用管、自动喷淋系统用管等领域均能看见它的身影。PB给水管为什么会受到众多消费者的青睐,它们的优势主要包括哪些?小编将在这篇文章里和你分享PB给水管的优势。 具体而言,PB给水管的优势包括以下几点: 1. 抗冻又耐热 PB给水管的抗冻与耐热性能好,具有良好的耐环境应力开裂性。无论是低温还是高温环境下,PB给水管都能够正常使用。 2. 耐腐蚀性能优越 PB给水管耐腐蚀的性能优越,能够更好地保护管内水质。同时,PB给水管自身抗…
