
生产中如何提高管材品质
(1)原料干燥
使用黑色原料或批号不同的原料时,必须烘干后才能使用,以避免因挤出量的波动和负载的波动,造成管材的壁厚波动。脱湿干燥机的原理是将热风中的水分经过分子筛置换后,再用干燥风吹走原料中的水分,利用这种方法可以将原料中的水分降至0.01%以下,干燥温度一般在80~100℃,干燥时间一般在2~3h,性能稳定的干燥机可以将干燥风的露点降至-30℃以下。对于管材需求方来说,管材生产厂家的干燥设备装备水平是判别能否生产出质量稳定的管材的重要因素。
(2)重力计量系统和在线壁厚测量装置
重力计量系统和在线壁厚测量装置对生产大口径厚壁管材具有重要意义。通过重力计量系统和在线壁厚测量装置可以在管材出真空槽后及时进行测量和调整。
重力计量系统主要是通过电子秤控制落料量来控制每米的单重,控制信号主要来源于螺杆转速和牵引速度,也可以在二者之间进行切换;建议通过控制螺杆转速来控制落料量,在生产厚壁管材时,会避免信号失真造成的系统误差。重力计量系统的控制精度可以达到0.2%。
德国INOEX的超声波测量装置能够实现100%壁厚测量和缺陷检测,但测量的管材外径有限且较易受环境的影响。一方面,调整好壁厚偏差可以大大降低由于原料不稳定而生产壁厚不均匀产品的概率;另一方面,可使厂家在标准的范围内尽量节省原料。
注意;我们一般还会使用手持超声波测厚仪进行在线监测。
(3)工艺温度的选择
首先应该注意进入挤出机的料温。由于挤出机的设计越来越多地考虑产量因素,大量使用带有沟槽的强制进料段,这就要求进入挤出机的料温不要太高。根据生产经验,如果料温为80℃,设备达到同样的负载,产量要下降10%左右。建议在不影响产量的前提下,进入挤出机的料温能够降到50℃以下。机筒和模头的工艺温度必须能够连续、准确;这就要求控制系统具有精确的控制能力和较强的稳定性。
机筒和模头的加热通常是通过控制面板设定加热程序进行控制。加热一般分为两个阶段,第一阶段仅给模头加热,将温度升至160℃恒温t1时间;第二阶段再将机筒和模头同时加热:模头温度直接升至工艺温度并恒温t1时间;而机筒需要先加热到160℃,恒温约t2时间后再加热到工艺温度并恒温t2时间。鉴于加热时间不论长或短均会导致开机废品的增加,时间长会导致表面出现糊料,时间短会导致塑化不好;建议管材生产厂家根据实际生产情况制定工艺规程,对预热和恒温时间进行规范。
(4)经济产量的设定
考虑到设备的综合输出能力以及管材产量之间的矛盾,为延长设备的使用寿命,建议经济产量设定为最高产量的70%~80%;在生产缩径比较大、壁薄以及靠近设备能力下限的产品时,建议经济产量为最高产量的50%~60%。
(5)表观尺寸的控制
管材的表观尺寸主要包括壁厚、平均外径、长度和不圆度四个指标。根据国家标准提供的数据,可以用下列公式估算聚乙烯压力管材的外径偏差和壁厚偏差。燃气管最大平均外径dem,max=dn×1.006;水管最大平均外径dem,max=dn×1.009;燃气管及水管的最大壁厚ey,max=en×1.12;管材单重估算公式M=ρ×π×e×(d-e)。生产时将壁厚、外径控制在下限和将壁厚、外径控制在上限,燃气管材的每米单重相差可达10%左右,水管的每米单重相差高达近20%。一方面,在标准允许的范围内,管材生产厂家可以有较大的空间在产品的质量和生产成本之间寻求一种平衡,以期既能满足质量要求又能降低成本,这也就是为什么一些厂家在考虑工艺损耗后原料利用率又能超过100%的原因;但另一方面,也为生产厂家出了个难题,在保证质量的前提下,到底按什么范围进行生产才合适呢?按照标准的要求,管材尺寸的测量要在生产出管材24h后进行,且要求测试温度为(23±2)℃;但在实际生产中,厚壁管材的下线温度甚至能达到80℃,导致外径和长度等指标的测量失真,管材质量问题不能及时得到反馈,大量的废品会随之产生。
(6)口模和定径套的匹配
A.克劳斯玛菲生产线,口模最好按照管材直径一一对应,但我们在生产实践为了解决一些原料加工问题,如中沙049原料在直径160~250经常出现的鱼鳞状斑点会适当选用上一个直径的模头。原则上不会使用小一个规格的口模。
B.定径套的选择,欧洲设备厂家一般都配有SDR11以及SDR17两种规格定径套。如生产其他规格,我们一般用偏大的规格,如SDR13.6,选用SDR11。SDR21 、SDR26选用SDR17。使用偏大的定径套一般会造成外径变小。反之会造成外径超大。在生产SDR26选用SDR17时,还会造成壁厚随机波动。(也可能是模具原因)
(7)口模间隙的调整
理论上讲,为获得壁厚均匀的管材,要求芯模、口模和定径套的中心在同一条直线上且口模间隙应该调整得均匀、一致。但在生产实践中,外径315mm以上的管材,尤其是生产厚壁管材时,熔体粘度难以支撑重力的作用,会出现熔体流垂现象,导致管材的上、下壁厚不均。所以,管材生产厂家通常要通过调节口模压板螺栓来调整口模间隙,口模上间隙通常要大于下间隙。
(8)壁厚偏差的调整
壁厚偏差的调整主要通过手动方式进行。这需要生产人员具有一定的经验。包括调整口模间隙及定径套。
| 管道老霍谈“提高管材品质”之二 |
HDPE管道添加回用料的控制
HDPE回用料运用于管道生产在国内属于一个敏感的话题,一方面用户由于对塑料再生产业的不熟悉而带来的对再生料的一概拒绝。当然,一些不规范的工厂没有严格按照国家标准以及工艺要求,盲目、不负责任的使用不符合要求的再生料而造成产品质量低劣,加深了用户及公众的坏影响。另一方面实际上因为成本及加工工艺等原因,大部分工厂或多或少都在或者准备使用再生料。HDPE管道添加回用料的控制,主要想说2点:
一、常用的各种HDPE回用料性能区别
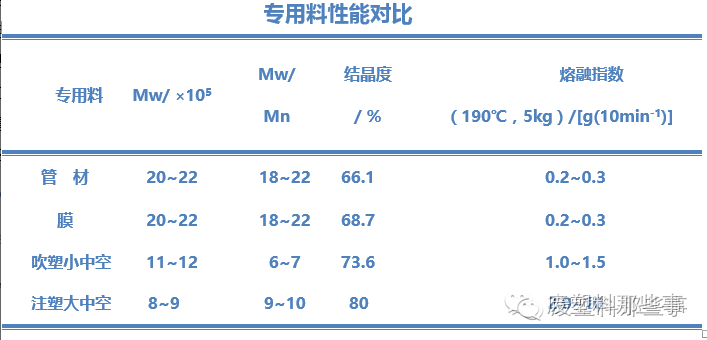
- 管材
管材的品级一般具有小于1的熔体指数和中宽到宽的MWD。在加工过程中,低的MI可获得适宜的熔体强度。更宽MWD品级更适于挤塑,因为它们具有更高的生产速度,较低的模口压力而且熔体断裂趋势减少。
- 注塑大中空
注塑品级一般熔体指数2~10,有具有韧性较低流动性品级和具有可加工性的较高流动性品级。用途包括日用品和食品薄壁包装物;有韧性、耐用的食品和涂料罐;高抗环境应力开裂应用,如小型发动机燃料箱和垃圾罐等大中空制品。
- 吹塑小中空
吹塑在美国销售的HDPE吹塑产品范围从装漂白剂、机油、洗涤剂、牛奶和蒸馏水的瓶子到大型冰箱、汽车燃料箱和筒罐。吹塑品级的特性指标,如熔体强度、ES-CR和韧性,一般使用中宽到宽MWD品级,熔体指数1~1.5。
- 膜料
膜料的主要是要求拉伸强度,拉伸强度大的话,韧性越好。一般具有小于1的熔体指数和中宽到宽的MWD。分子量和分子量分布接近管道料。
二、回收以后用于生产管道,必需要通过下面的检测
熔体流动速率是一个选择塑料加工材料和牌号的重要参考依据,能使选用的原材料更好地适应加工工艺的要求,使制品在成型的可靠性和质量方面有所提高。
- (3)管材静液压强度
加入回收料后,在一定掺量下对管材液压强度影响不明显。
- (4)断裂伸长率
随着回收料掺量的增加,管材断裂伸长率都随之下降,掺未经改性回收料的管材下降幅度最快。其中掺未经改性回收料的管材掺量在10%时,断裂伸长率接近标准要求下限值;掺国产改性后的回收料时,在10%掺量范围内,管材性能与掺进口回收料后的性能接近。
- (5)纵向回缩率
随着回收料掺量的增加,管材纵向回缩率都呈增加趋势,表明回收料的加入对管材纵向回缩率影响较大,而回缩率的增加也从侧面说明管材遇热稳定性变差。
- (6)塑料灰分
在高温灼烧时,聚合物发生一系列物理和化学变化,最后有机成分挥发逸散,而无机成分(主要是无机盐和氧化物)则残留下来,这些残留物称为灰分。一般改性的产品里面,灰分就是硅石、碳酸钙、滑石粉、玻纤、钛白粉等一些无机矿物质。塑料灰分测定可以得出该材料的碳含量,根据材料化学式可以算出材料理论碳含量值,与实测值对比可知道你测定的材料的真假。
(上文内容汇总自PlasTrend挤出管道·型材群6月14日“管道品质提升在线研讨活动”中国废塑料协会专家管道老霍发言内容,在此特别感谢塑料趋势·段庆生先生。)
相关新闻
-

铝合金衬塑管热熔连接方法及注意事项
众所周知,铝合金衬塑管的全称铝合金衬塑复合管,简称铝衬管。这类管材的种类型号样式非常多,而且用途非常大,也是很多行业一定要用的管材,今天千也管道生产厂家给大家介绍铝合金衬塑管的热熔连接方式。 铝合金衬塑管一般分为:铝合金衬PPR、铝合金衬PE、铝合金衬PERT。因为铝合金衬塑管具有抗压能力强、阻氧、美观等特点,近年来被广泛使用。铝合金衬塑管与其他管道连接方式都是采用热熔连接。其方法如下: 1、测量尺寸:在铝合金衬塑管上用尺子量好需要安装铝合金衬塑管件的位置,并用记号笔标出需要切割的位置。 2、在…
-

ppr和pvc水管的区别
材料不同 PPR管采用的原料是一种叫做聚乙烯的塑料材料,它属于热塑性树脂,具有耐高温、耐腐蚀等优良性能; PVC水管是以聚氯乙烯为原料,添加稳定剂、交联剂等,经挤出成型工艺加工而成的管材。它具有耐高温、耐酸碱等优良性能; ppr管和 PVC管最主要的区别是材料不同, ppr管采用的是可回收利用的 PP材料,而 PVC水管采用的是不可回收利用的 PVC材料; 颜色不同 1、 ppr水管:一般是白色的,在国内市场上的 ppr水管多为白色,但其实 ppr的颜色是分很多种的,有透明色,黄色和绿色等, p…
-

【干货】PVC-U、PVC-O、PVC-M这三种管材的区别
PVC-U、PVC-O和PVC-M是三种不同类型的聚氯乙烯(PVC)管材,它们在制造过程、性能特点和应用领域上都有所不同。本文将详细介绍这三种管材的区别,以帮助读者更好地了解和选择合适的PVC管材。 一、PVC-U管材 PVC-U(Unplasticized Polyvinyl Chloride)是未增塑聚氯乙烯管材,是目前市场上使用最广泛的一种PVC管材。PVC-U管材是在PVC树脂中加入适量的稳定剂、润滑剂、填料等辅助材料,经混合、塑化、挤出、定型、冷却、切割等工艺制成的,PVC-U管材具有…
-

psp钢塑给水管连接方式
psp钢塑给水管就是psp钢塑复合压力管,它的主要连接方式是电磁热熔连接,使用电磁热熔焊机进行焊接,具体使用方法如下: 第一步 断管 采用EF-PSP钢塑管小锯霸或专用断管刀具进行切割,切割断面必须与管材轴线垂直。 第二步 倒角 用专用侧角刀对管材断面进行内外倒角并修整,用清洁布擦拭干净。 第三步 标记深度 按照产品规格型号标记出管材熔接承插深度。 第四步 承插夹持 将管材承插到管件承口根部,达到管材标记的承插深度。将熔接夹具卡装在管件定位台阶的加热区域,锁紧扣件。 第五步 启动焊机 打开焊接电…
-

PP-R给水管型号规格介绍
PP-R给水管又叫做三型聚丙烯管,重量比较轻,耐腐蚀性能很不错,能够应用在各种各样的环境中,不会生锈和腐蚀,其内壁光滑。输送流体阻力小,不结垢,另外具有良好的保温性能,用于热水系统时,一般无需额外保温材料,而且PP-R给水管卫生、无毒,使用过程中对环境无污染,属于环保节能管材。市场上PP-R给水管型号规格众多,该如何选择呢? PP-R给水管规格主要分为管材和管件两个部分,管材有两个参数管径和壁厚,管径规格有:DN15(4分管)、DN20(6分管)、DN25(1寸管)、DN32(1寸2管)、DN4…
-

PSP钢塑复合压力管在给水系统中的应用
PSP钢塑复合压力管在给水系统中的应用 我们日常生活用水管的质量直接影响到水质的好坏。PSP钢塑复合压力管为我们的日常用水提供了保障。因此,我们需要高度重视水管的选择。在购买之前,我们需要了解水管的性能要求: 1、经济性能:寿命长、免维护、无损耗是水管经济性能的关键。如果水管和管件不能与建筑物具有相同的使用寿命,会给消费者带来损失,也可能给家庭造成财产损失,增加维修费用。 2、环保卫生性能:优质的水管材料不会污染供水,并且可以重复使用。不用担心重用。不会给后代留下大量污染垃圾,也没有好的处理方法…
